実はステアリングワイパーはMシャーシ純正品を使う予定だったが,設計変更により,
自作ワイパーを使うことになった.
というより,設計にミスがあったことに気付かないでカーボン板に穴あけをしたため,自作ワイパーで設計ミスを吸収することにしたのだ.
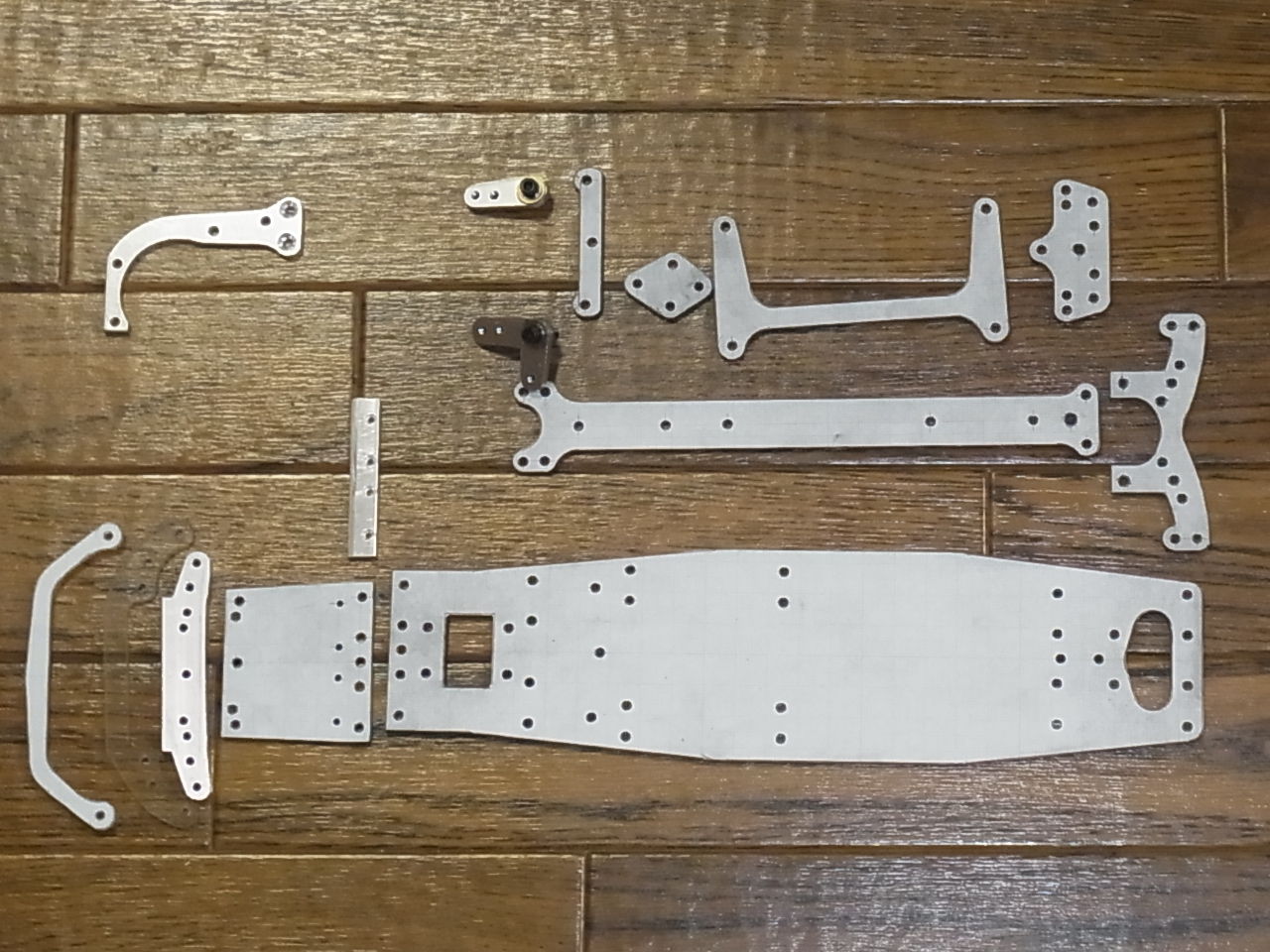
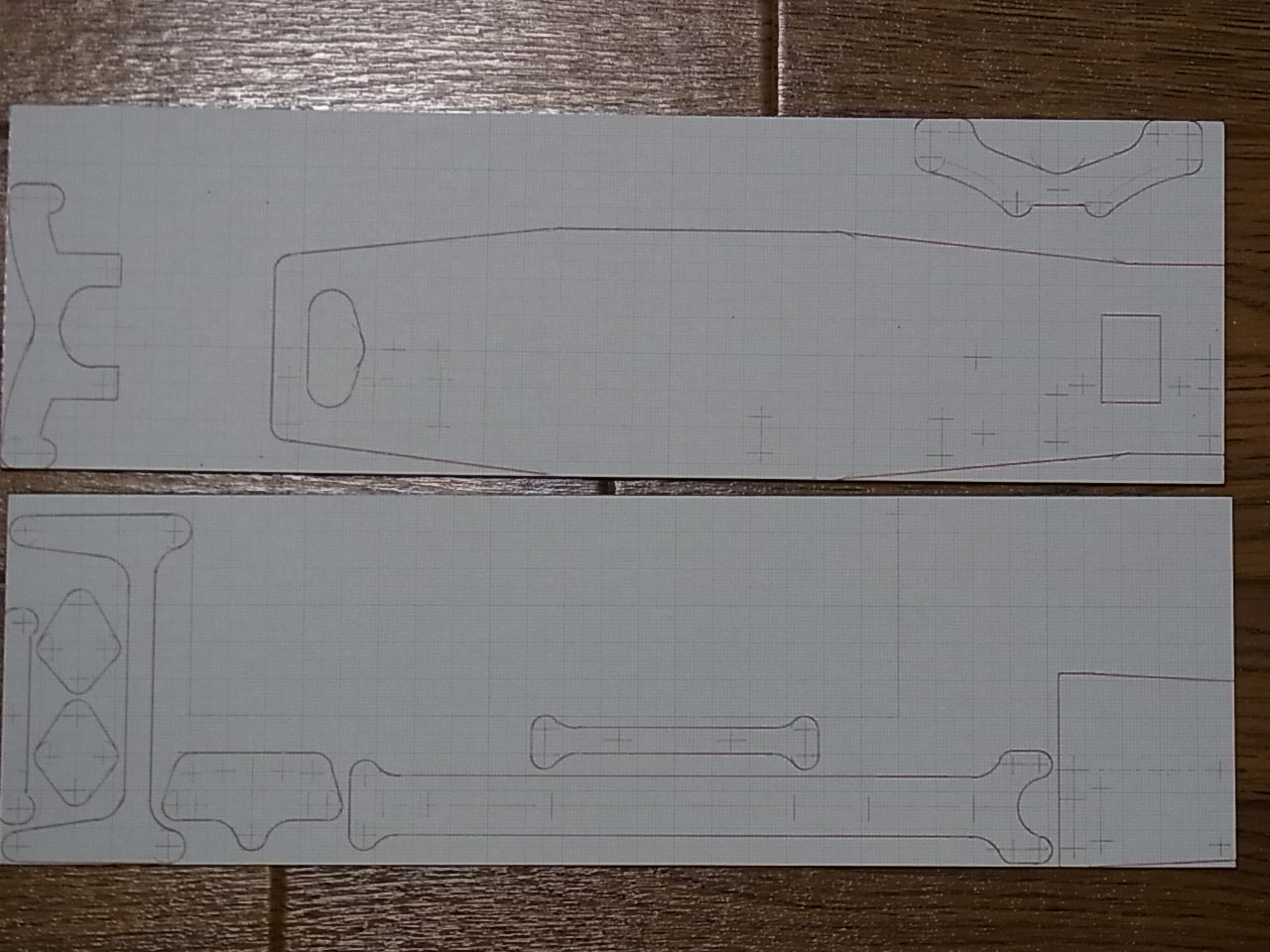
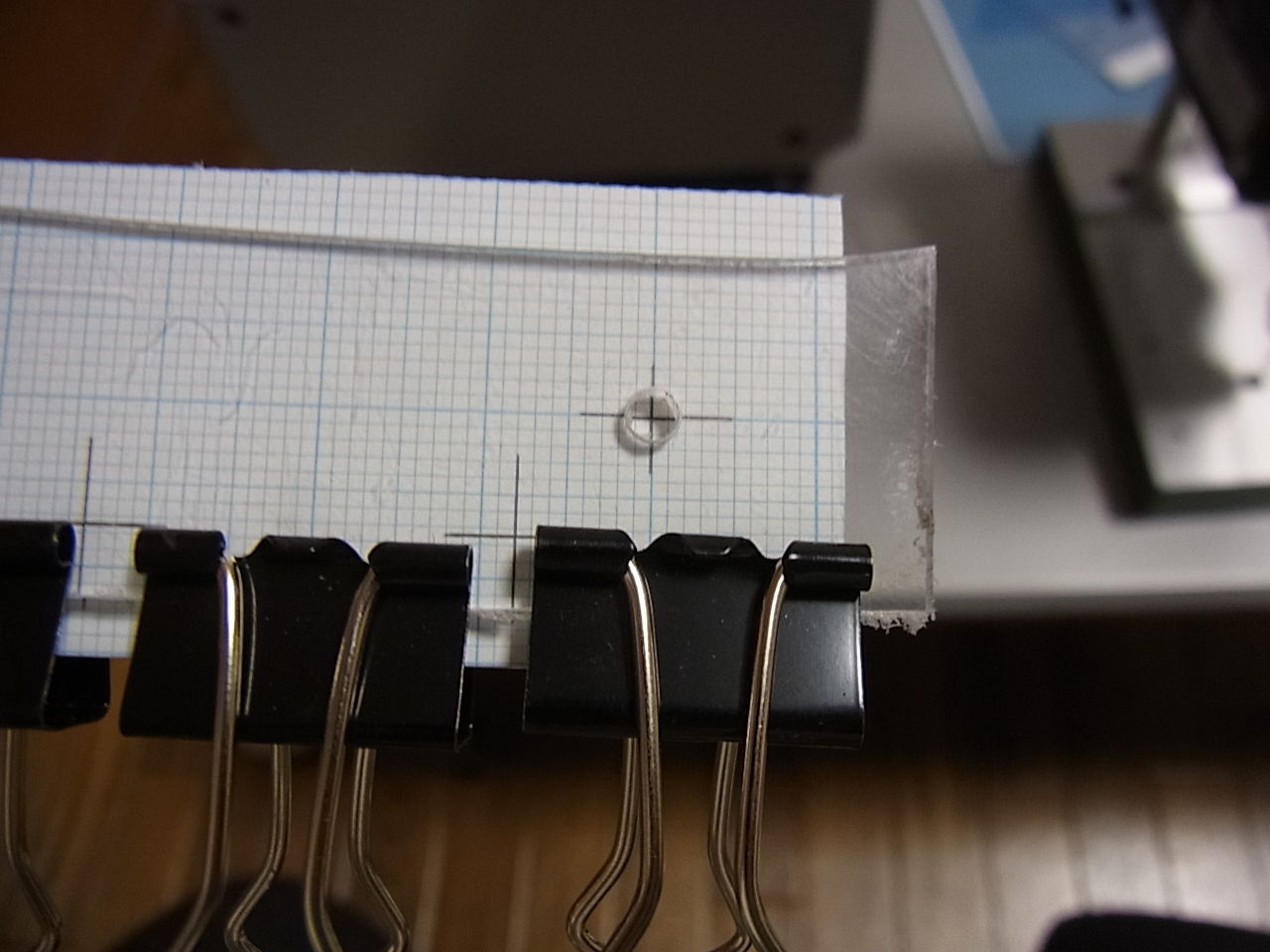
ワイパーは厚さ3mmのアルミ板を切り出して製作した.回転の中心は直径4.5mmのバカ穴だ.
これははじめ直径3mmの穴をあけ,直径4mmのドリルで広げ,最後に直径4.5mmのドリル+切削油で広げることで,見た目にもピカピカに仕上がる.また,直径4.5mmのドリルを用いると,ちょうど直径4.6mm程度の穴が開くため,タミヤの4.6mmフランジがぴったりと収まる.

ボールベアリングを用いない構造のため,軸方向のガタを取ることで,ワイパー全体のガタをなくす.
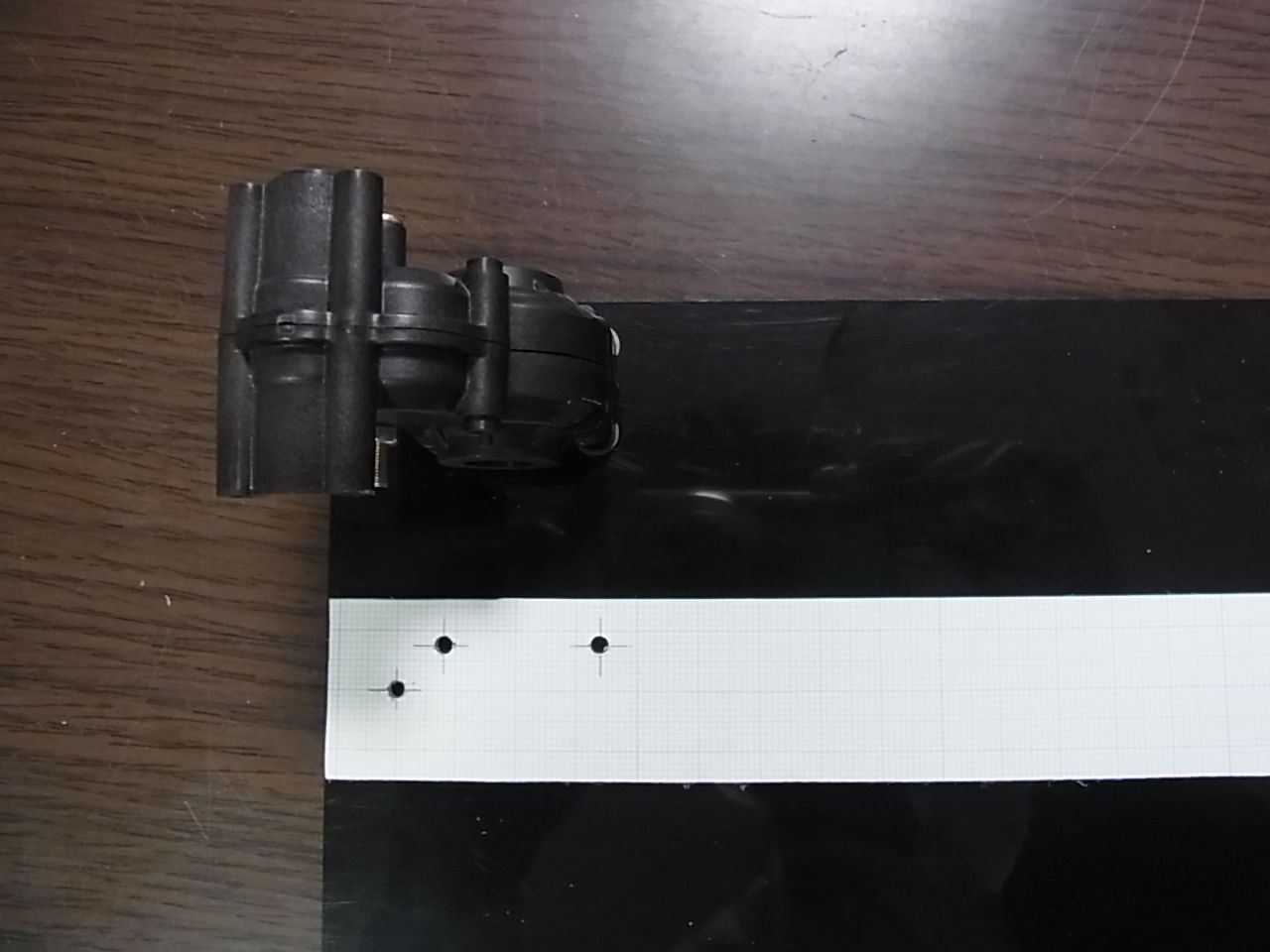
下の写真では,取り付ける部品を上から順に並べている.
特フランジパイプに対して,内径5mmのシム,M4用ワッシャー(ちょうど内径4.7mm程度)M3用外径10mmワッシャーを用いて,ワイパーとフランジのガタをなくす.

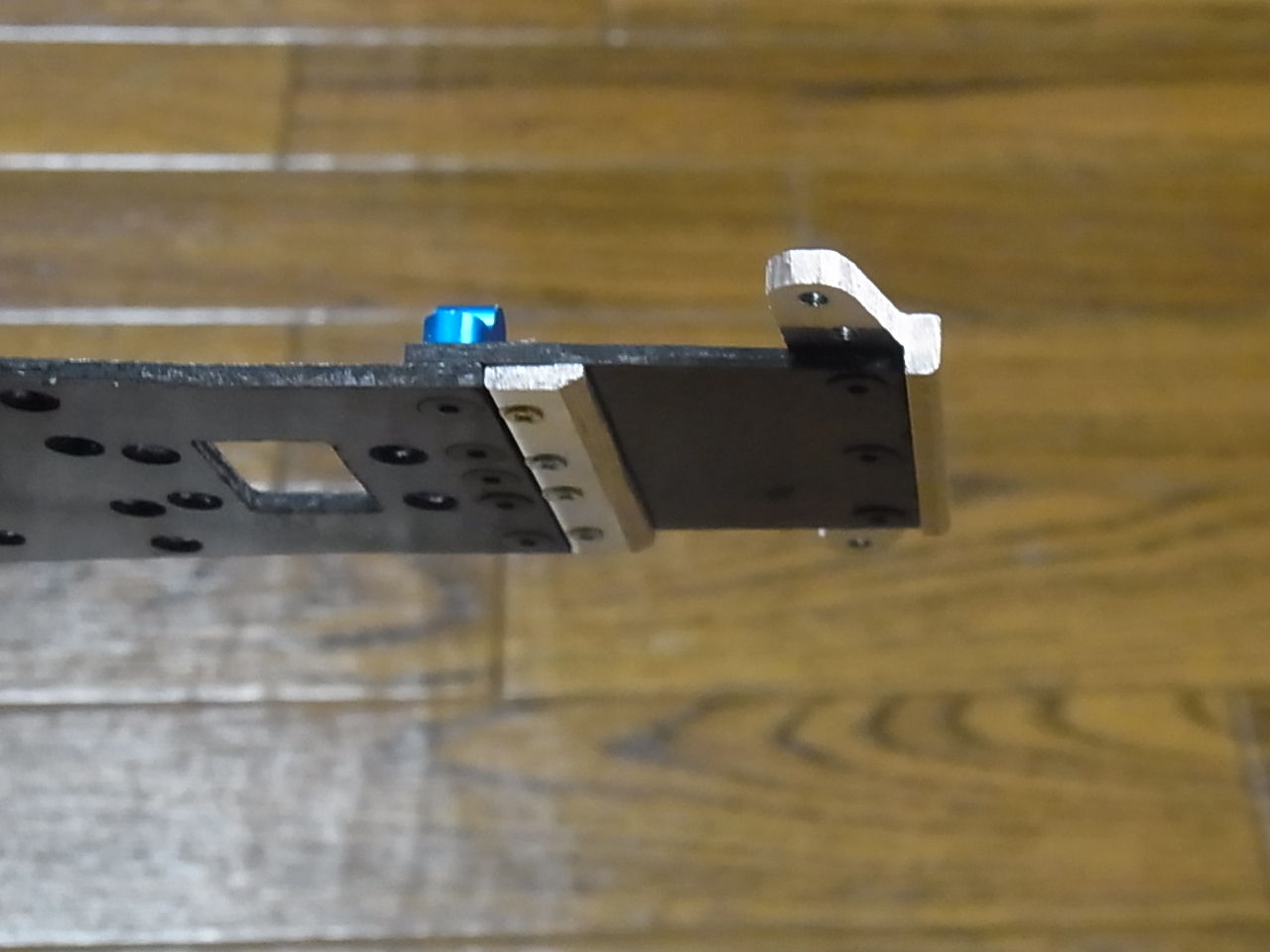
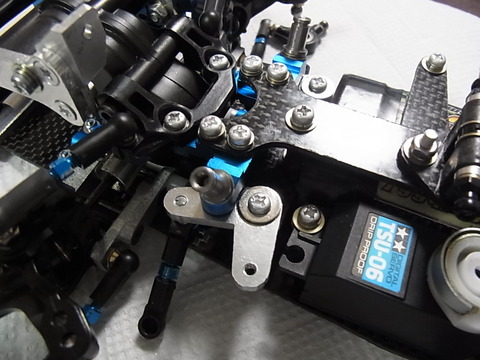
組んでみるとこんな感じ.モリブデングリスで潤滑している.動きはボールベアリングに比べれば渋いけど,高速運動するところでもないし,個人的には問題ないと思っている.

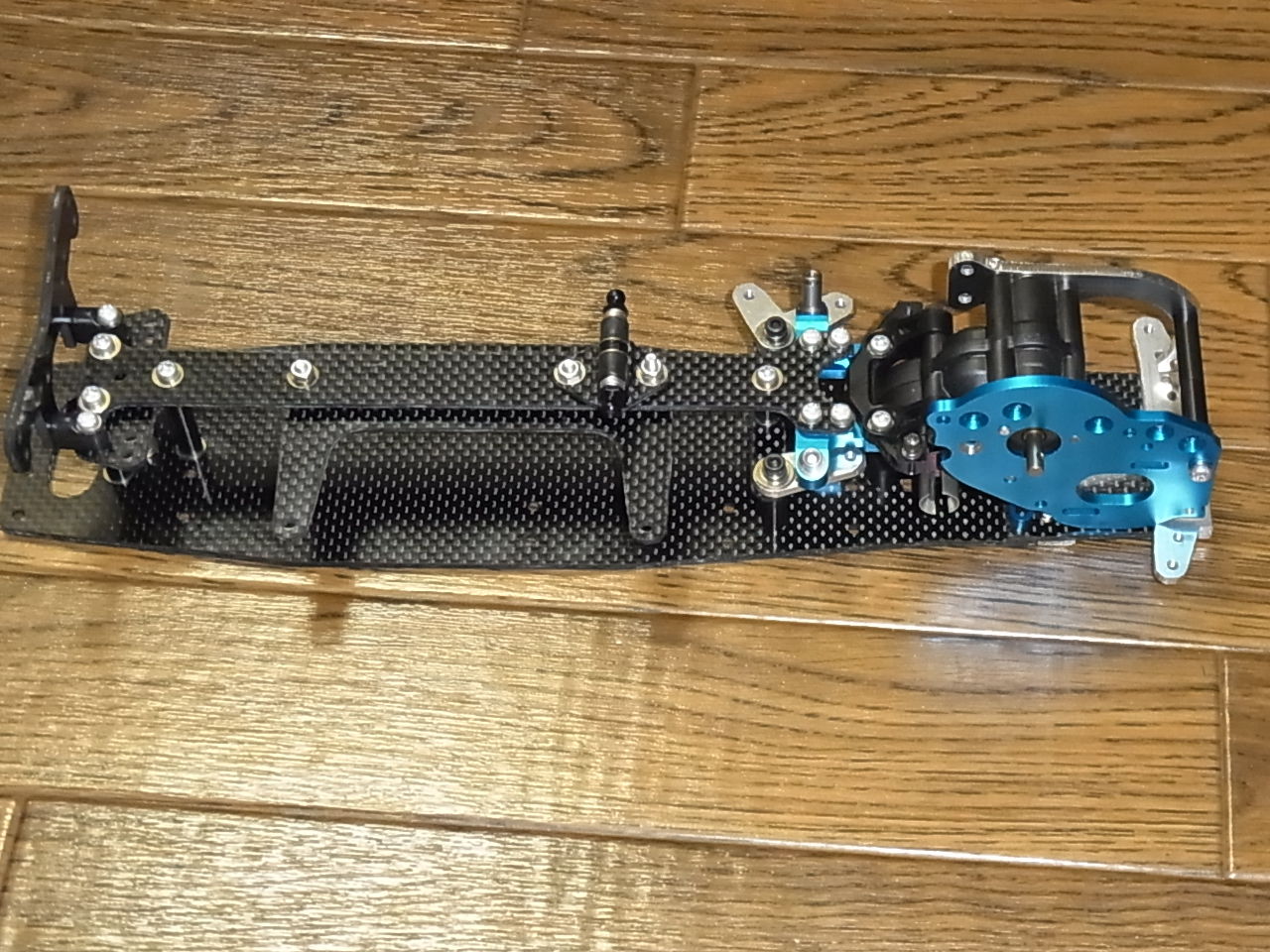
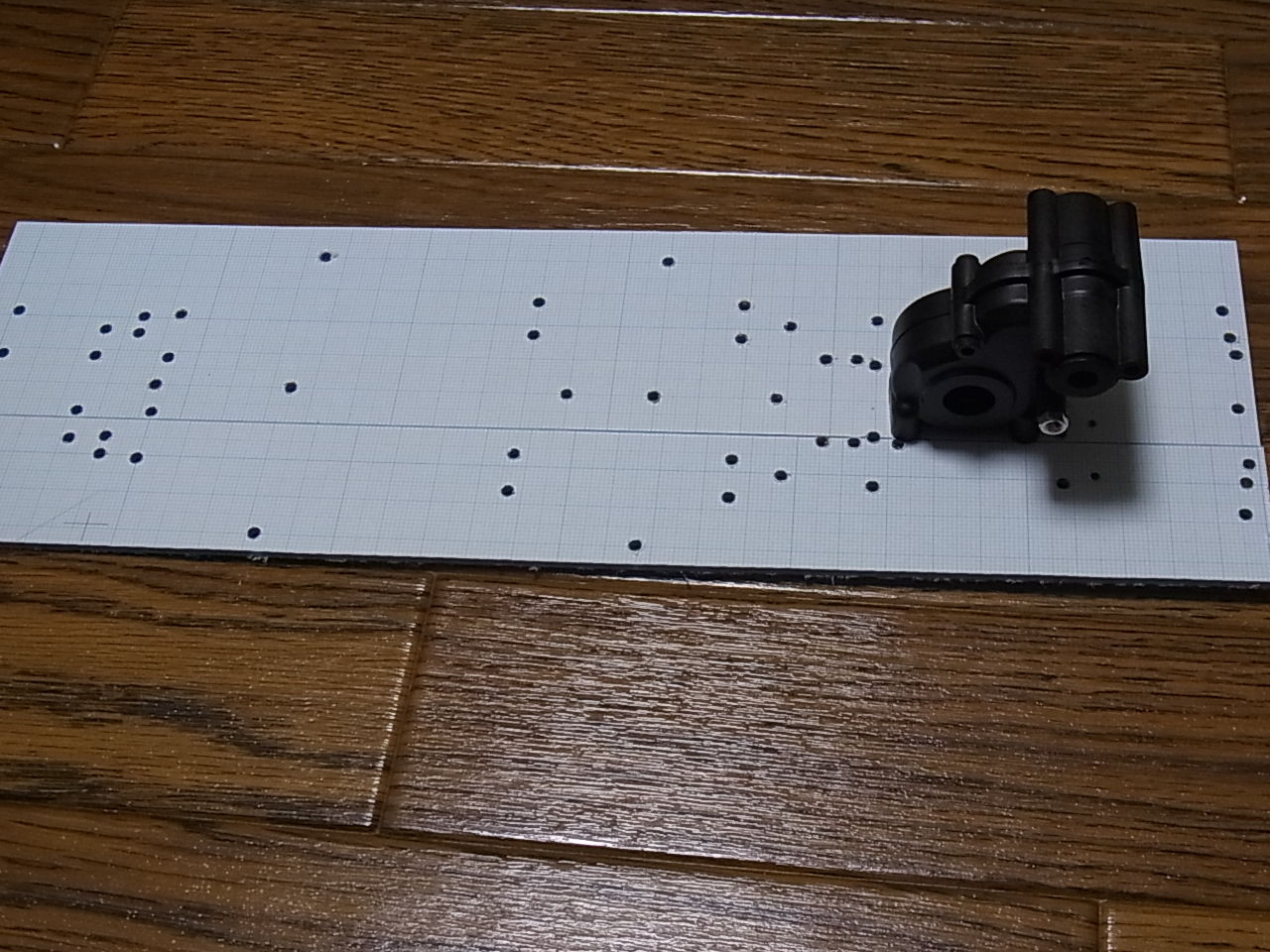
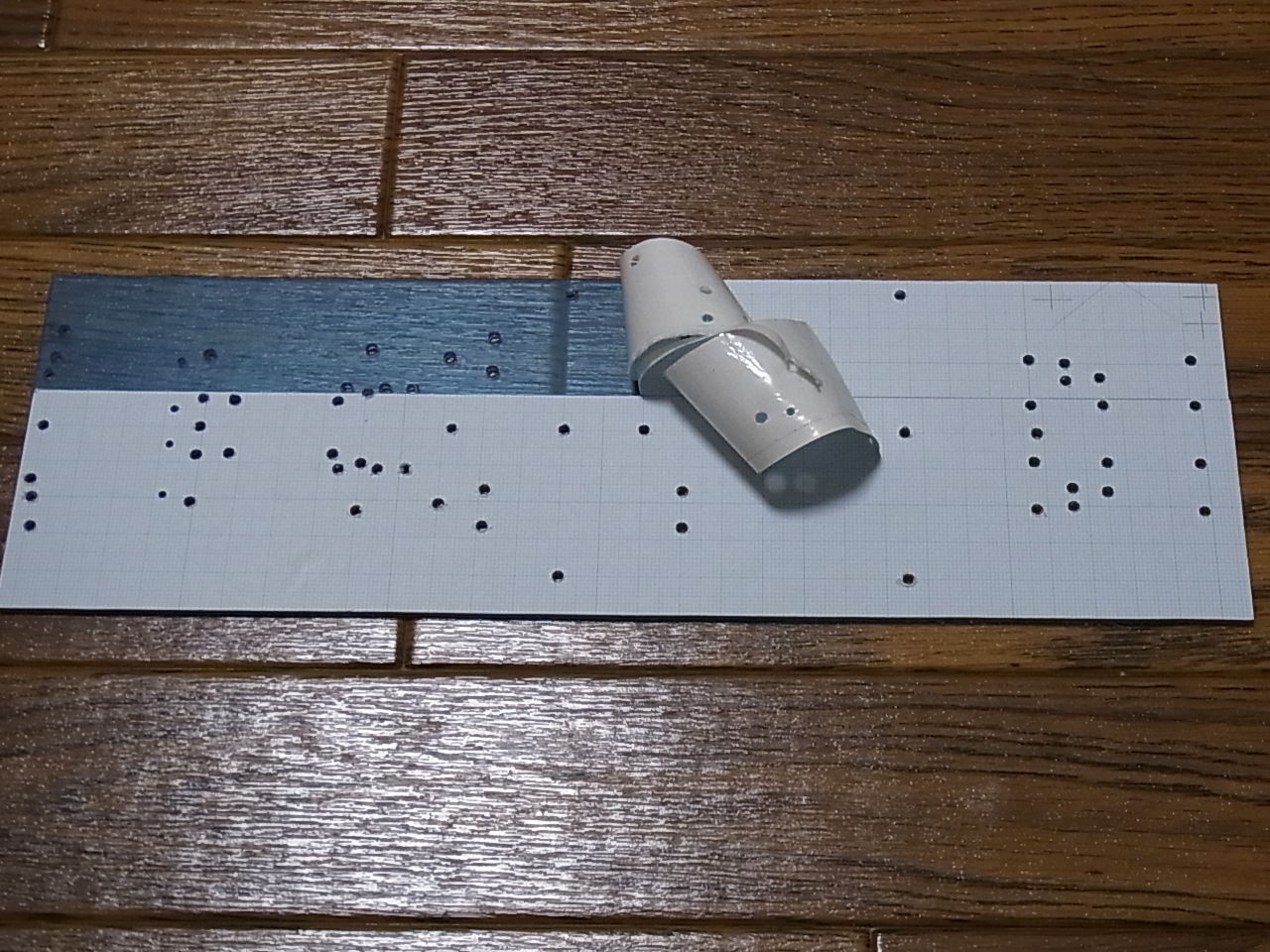
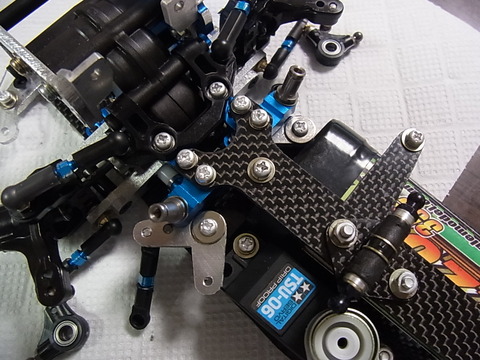
シャーシに組んでみるとこんな感じ.本当にぎりぎりの設計.めいいっぱい舵を切って,ギリギリほかの部品に干渉しないくらい,という綱渡り.
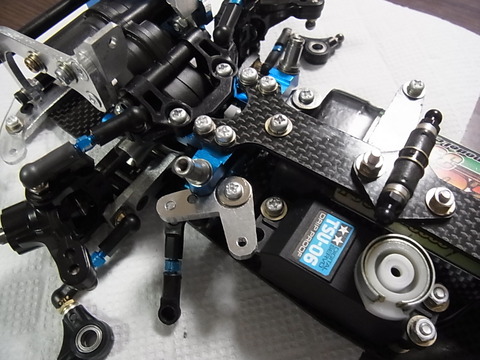
気になる動きは…とくに問題なくスムーズ.また,ガタはほとんどない.
このやり方…結構設計の自由度が広がるので,設計の可能性が飛躍的に広がると思う.
自作ワイパーを使うことになった.
というより,設計にミスがあったことに気付かないでカーボン板に穴あけをしたため,自作ワイパーで設計ミスを吸収することにしたのだ.
ワイパーは厚さ3mmのアルミ板を切り出して製作した.回転の中心は直径4.5mmのバカ穴だ.
これははじめ直径3mmの穴をあけ,直径4mmのドリルで広げ,最後に直径4.5mmのドリル+切削油で広げることで,見た目にもピカピカに仕上がる.また,直径4.5mmのドリルを用いると,ちょうど直径4.6mm程度の穴が開くため,タミヤの4.6mmフランジがぴったりと収まる.

ボールベアリングを用いない構造のため,軸方向のガタを取ることで,ワイパー全体のガタをなくす.
下の写真では,取り付ける部品を上から順に並べている.
特フランジパイプに対して,内径5mmのシム,M4用ワッシャー(ちょうど内径4.7mm程度)M3用外径10mmワッシャーを用いて,ワイパーとフランジのガタをなくす.

組んでみるとこんな感じ.モリブデングリスで潤滑している.動きはボールベアリングに比べれば渋いけど,高速運動するところでもないし,個人的には問題ないと思っている.

シャーシに組んでみるとこんな感じ.本当にぎりぎりの設計.めいいっぱい舵を切って,ギリギリほかの部品に干渉しないくらい,という綱渡り.
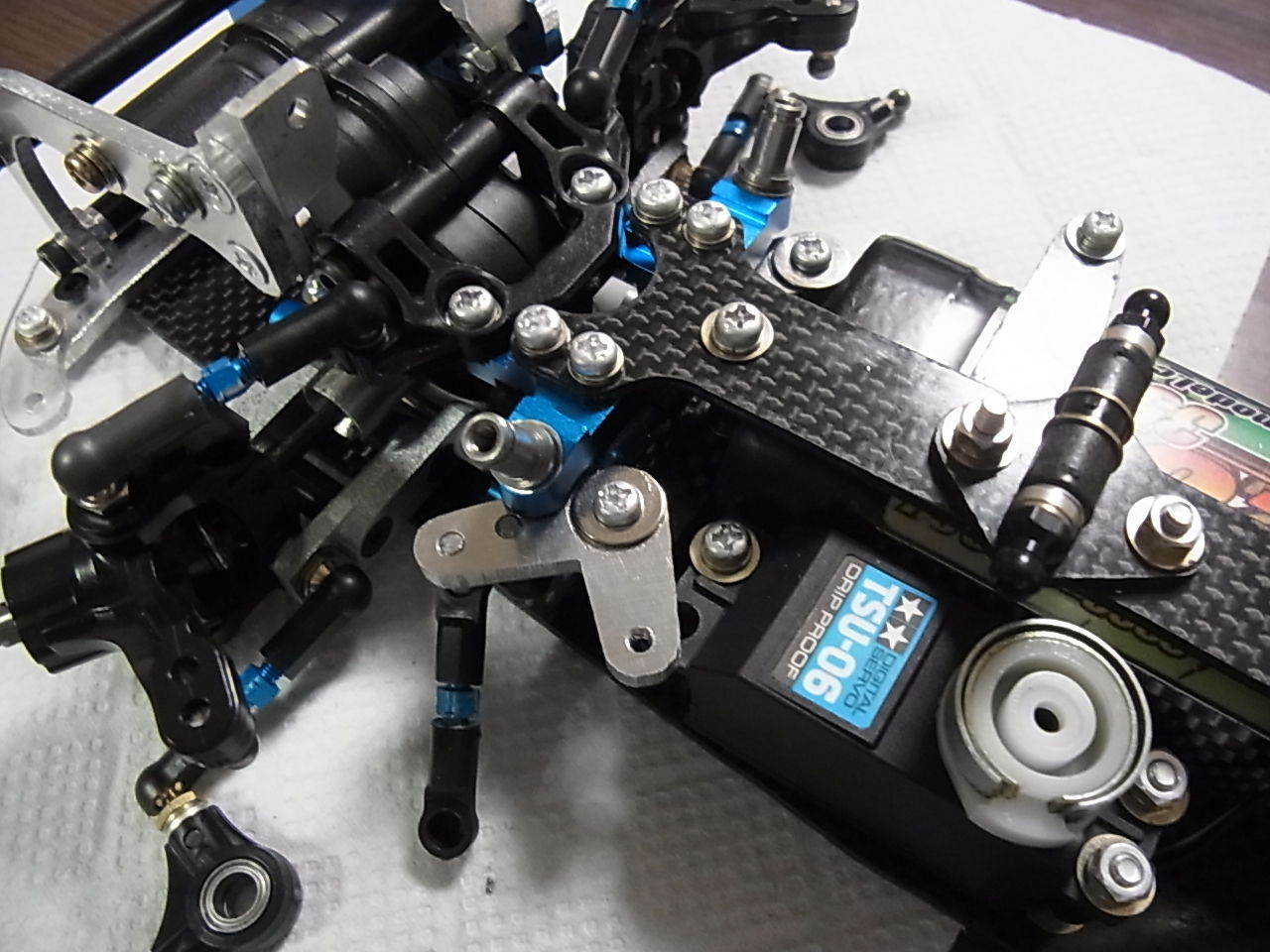
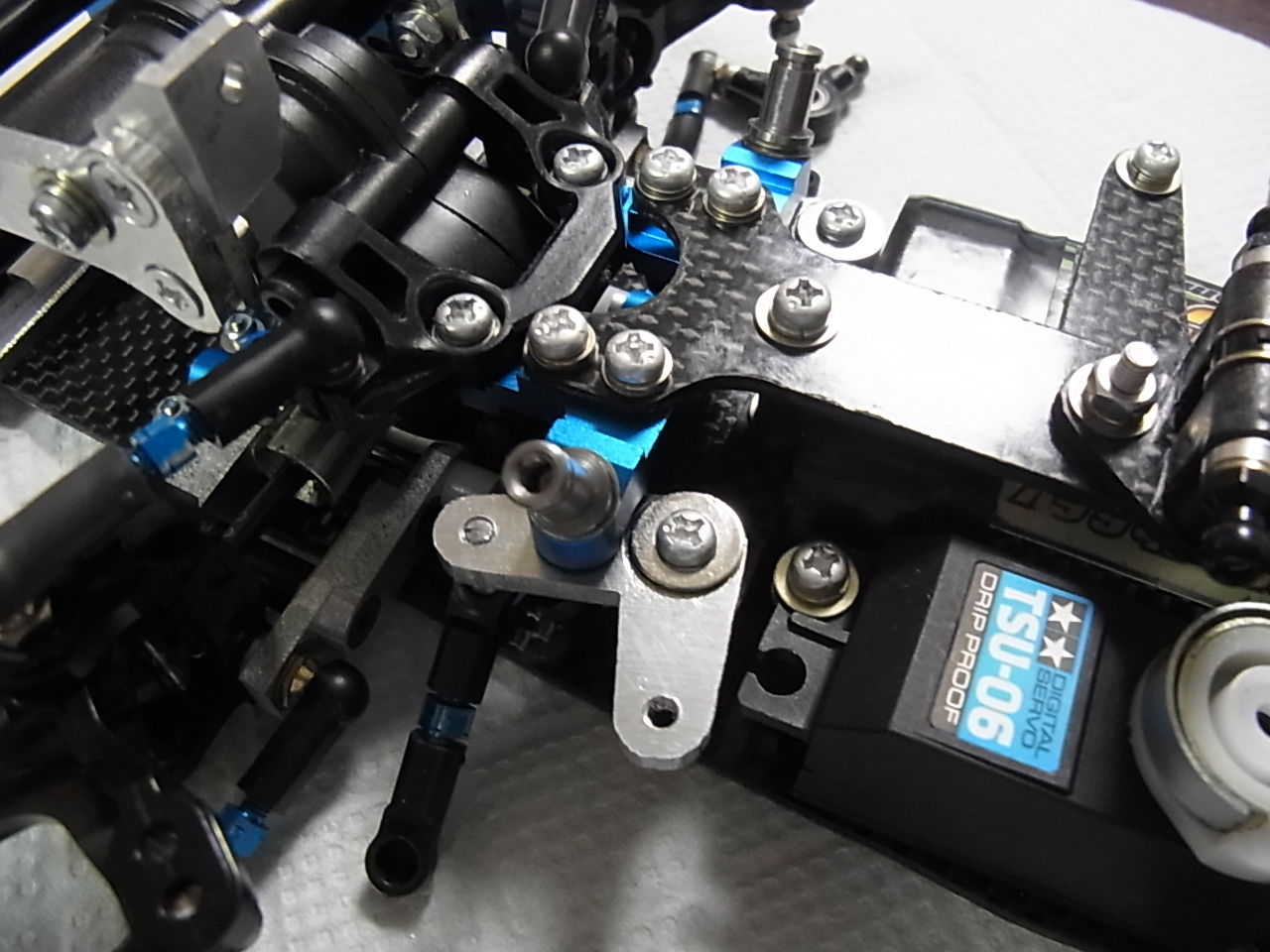
気になる動きは…とくに問題なくスムーズ.また,ガタはほとんどない.
このやり方…結構設計の自由度が広がるので,設計の可能性が飛躍的に広がると思う.